Nei in protte oanfragen foegje ik no detaillearre tekeningen ta fan 'e Magnabend sintrumleaze skarnieren oan dizze webside.
Tink derom lykwols dat dizze skarnieren te lestich binne om te meitsjen foar in ienmalige masine.
De wichtichste dielen fan it hinge fereaskje krekte casting (bygelyks troch de ynvestearring proses) of Machtigingsformulier troch NC metoaden.
Hobbyisten moatte wierskynlik net besykje dit skarnier te meitsjen.
Mar fabrikanten kinne dizze tekeningen tige nuttich fine.
(Foar in makliker te meitsjen hinge de koartlyn ûntwikkele HEMI-HINGE wurdt oanrikkemandearre. Sjoch in folsleine beskriuwing en tekeningen hjir).
De Magnabend CENTRELESS COMPOUND HINGE waard útfûn troch de hear Geoff Fenton en it waard patintearre yn in protte lannen.(De oktroaien binne no ferrûn).
It ûntwerp fan dizze hinges lit de Magnabend-masine folslein iepen wêze.
De bûge beam draait om in firtuele as, typysk in bytsje boppe it wurkflak fan 'e masine, en de beam kin troch in folsleine 180-graden rotaasje swinge.
Yn 'e tekeningen en ôfbyldings hjirûnder wurdt mar ien inkelde skarnier gearstalling werjûn.Om lykwols in skarnier-as te definiearjen moatte op syn minst 2 skarnier-assemblies ynstalleare wurde.
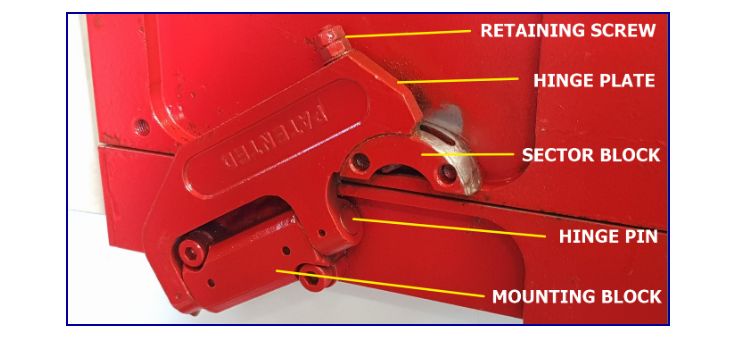
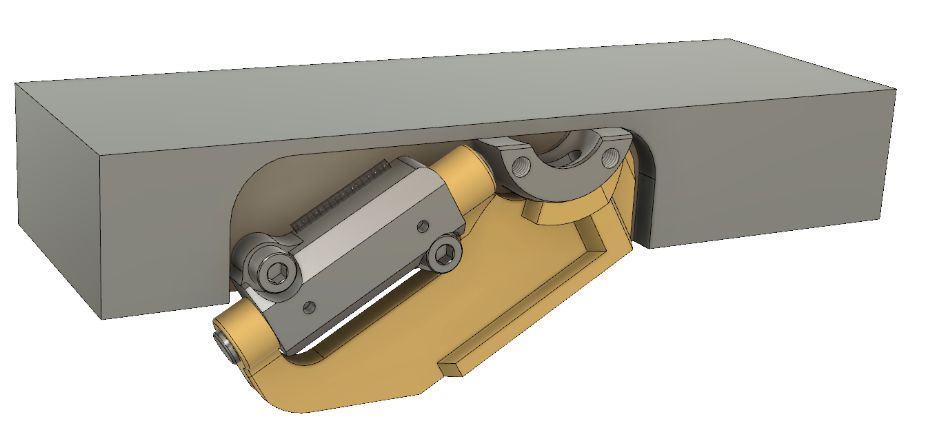
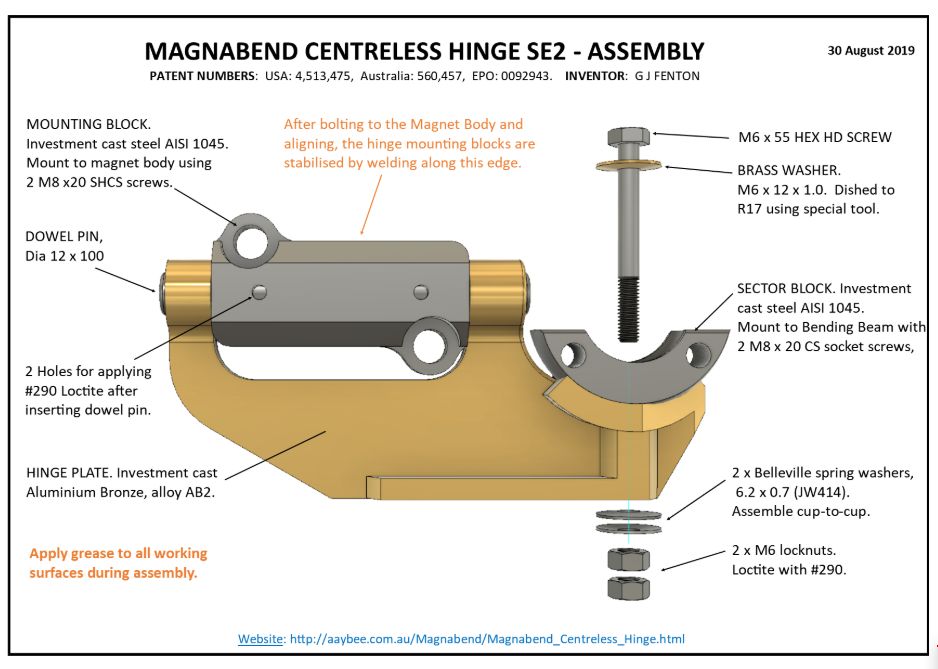
Hinge-assemblage en identifikaasje fan dielen (bûge beam op 180 graden):
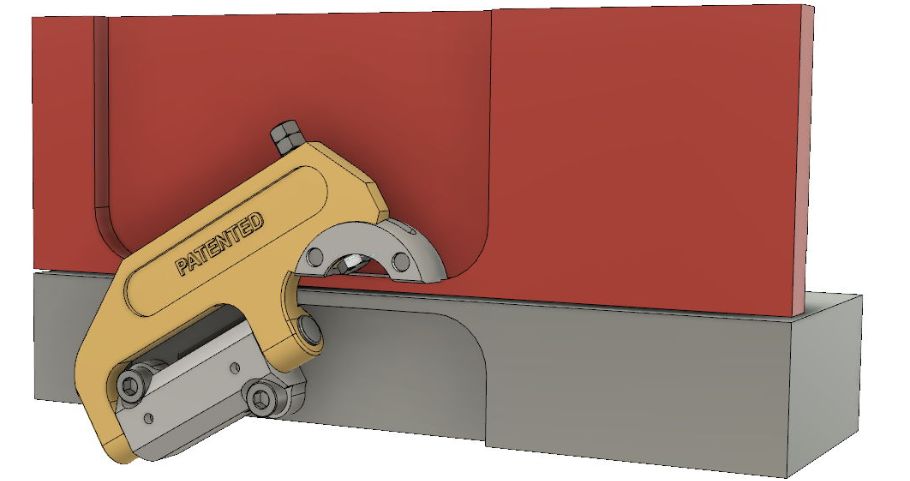
Hinge mei Bending Beam yn sawat 90 graden posysje:

Mounted Hinge Assembly -3DModels:
It diagram hjirûnder is nommen út in 3-D model fan it skarnier.
Troch te klikken op de folgjende "STAP" triem: Mounted Hinge Model.step do silst kinne sjen it 3D model.
(De folgjende Apps sille .step-bestannen iepenje: AutoCAD, Solidworks, Fusion360, IronCAD of yn in "werjouwer" foar dy apps).
Mei it 3D-model iepen kinne jo de dielen út elke hoeke sjen, zoomje om detail te sjen, of guon dielen ferdwine om oare dielen dúdliker te sjen.Jo kinne ek mjittingen meitsje op ien fan 'e dielen.
Ofmjittings foar mounting de Hinge Assembly:
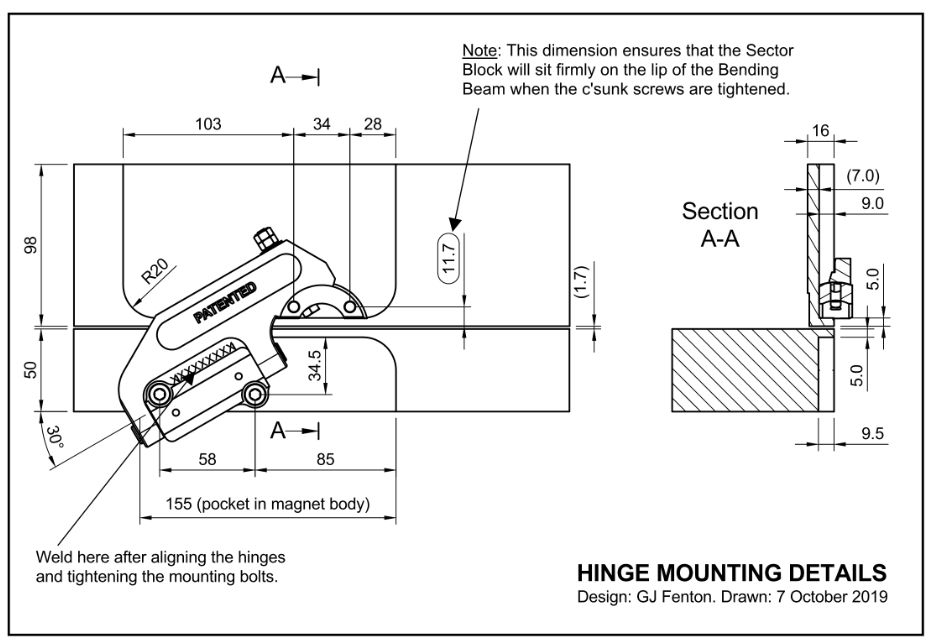
Hinge Assembly:
Klik op de tekening foar in fergrutte werjefte.Klik hjir foar in pdf triem: Hinge Assembly.PDF
Detaillearre tekeningen:
De hjirûnder opnommen 3D-modelbestannen (STEP-bestannen) kinne brûkt wurde foar 3D-printsjen as foar Computer Aided Manufacturing (CAM).
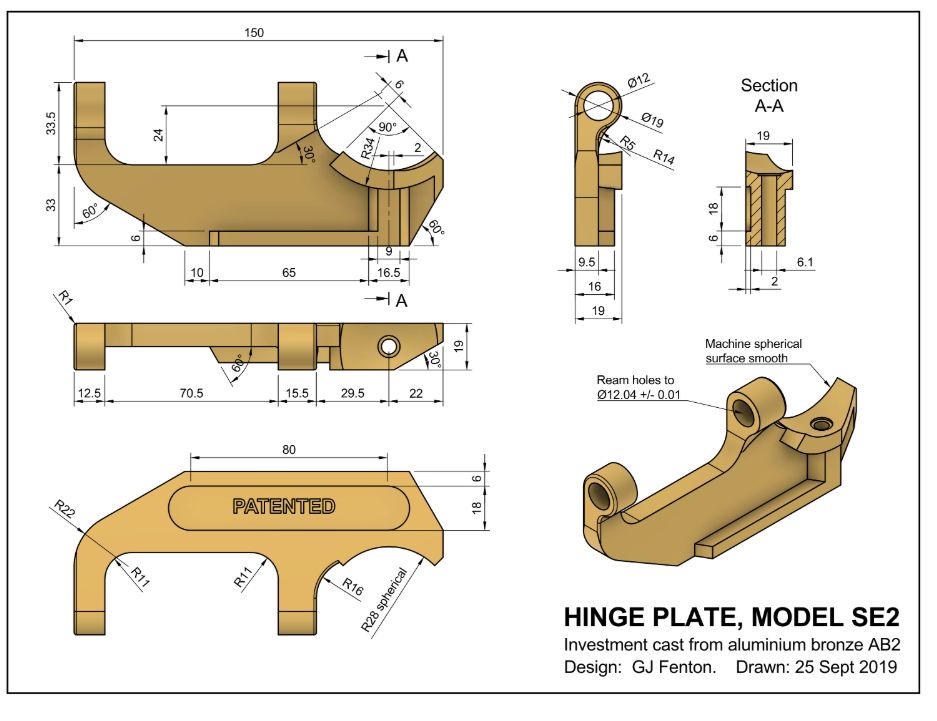
1. Hinge Plate:
Klik op de tekening foar in fergrutte werjefte.Klik hjir foar in pdf triem: Hinge Plate.PDF.3D Model: Hinge Plate.stap
2. Montageblok:
Klik op de tekening om te fergrutsjen.Klik hjir foar in pdf-bestân: Mounting_Block-welded.PDF, 3D Model: MountingBlock.step
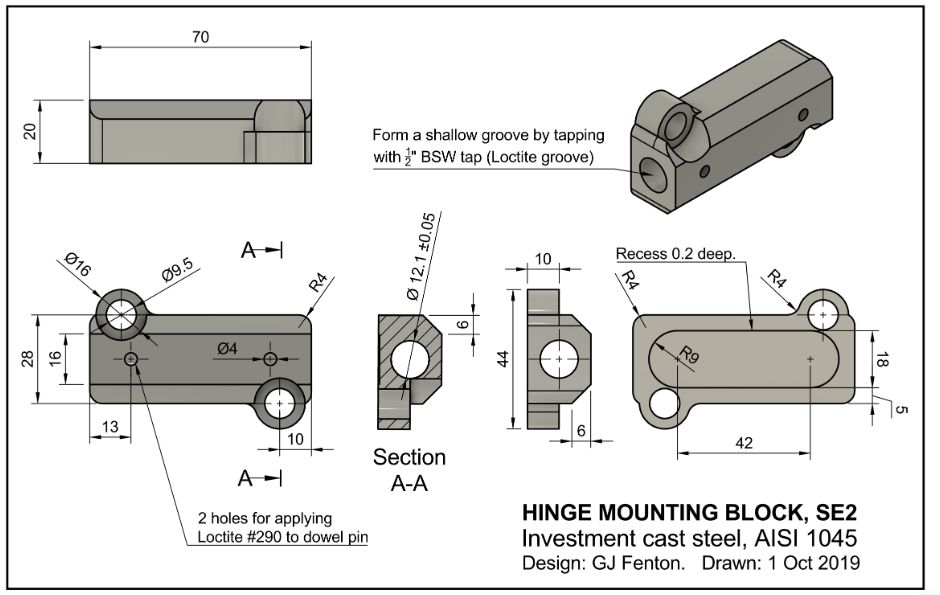
It materiaal foar montageblok is AISI-1045.Dit hege koalstofstiel is keazen foar syn hege sterkte en ferset tsjin swaging om it hinge pin gat.
Tink derom dat dit skarniermontageblok is ûntworpen om te stabilisearjen troch lassen oan it magneetlichem nei lêste ôfstimming.
Notysje ek de spesifikaasje foar in ûndjippe tried binnen it gat foar de hinge pin.Dizze tried jout in kanaal foar wick-in Loctite dat wurdt tapast tidens hinge gearkomste.(De hinge pins hawwe in sterke oanstriid om út te wurkjen útsein as se binne goed beskoattele yn).
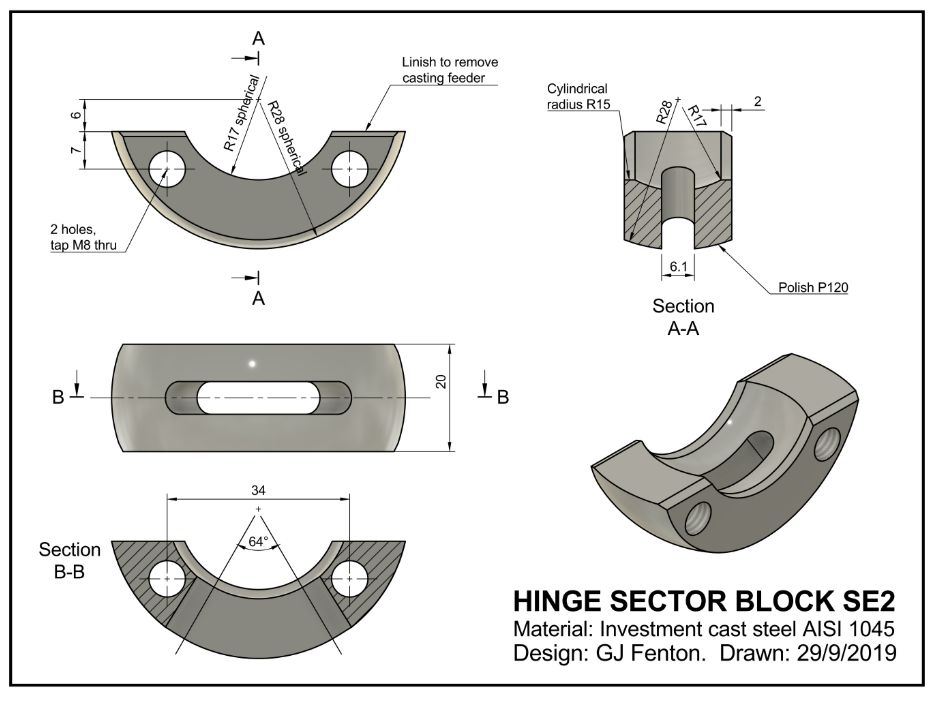
3. Sektorblok:
Klik op de tekening foar in fergrutte werjefte.Klik hjir foar in pdf-bestân: Sector Block.PDF, 3D Cad-bestân: SectorBlock.step
4. Hinge Pin:
Ferhurde en grûn presys stielen dowel pin.

BOLTED-ON HINGES
Yn 'e tekeningen en modellen boppe de hinge gearkomste is bolted oan' e Bending Beam (fia de skroeven yn 'e sektor blok), mar de taheaksel oan de Magnet Body fertrout op bolting EN welding.
De skarniergearstalling soe handiger wêze om te meitsjen en te ynstallearjen as welding net nedich wie.
Tidens de ûntwikkeling fan it hinge wy fûnen dat wy koenen net krije genôch wriuwing mei bouten allinnich te garandearjen dat de mounting blok soe net slip doe't hege lokale loads waarden tapast.
Opmerking: De skouders fan 'e bouten sels foarkomme it slipjen fan it montageblok net om't de bouten yn te grutte gatten binne.Ferljochting yn 'e gatten is nedich om te soargjen foar oanpassing en lytse unakkuracies yn posysjes.
Wy leverje lykwols folslein opboude skarnieren foar in oanbod fan spesjalisearre Magnabend-masines dy't binne ûntworpen foar produksjelinen.
Foar dy masines de hinge loads wiene matig en wiene goed definiearre en dus bolted-on hinges wurke goed.
Yn it diagram hjirûnder is it Mounting Block (blauwe kleur) ûntwurpen foar in akseptearje fjouwer M8 bouten (ynstee fan twa M8 bouten plus welding).
Dit wie it ûntwerp dat brûkt waard foar de produksjeline Magnabend-masines.
(Wy makken sa'n 400 fan dy spesjalisearre masines fan ferskate lingten benammen yn 'e 1990's).
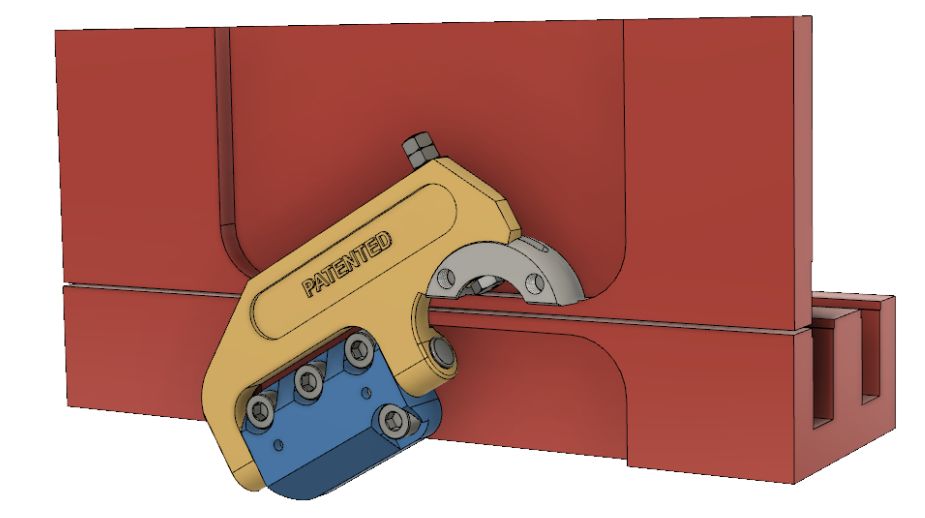
Tink derom dat de boppeste twa M8-bouten yn 'e foarpoal fan it magneetlichem tikke, dy't mar 7,5 mm dik is yn it gebiet ûnder de skarnierbûse.
Sa meie dizze skroeven net mear wêze as 16 mm lang (9 mm yn it montageblok en 7 mm yn it magneet lichem).
As de skroeven langer wiene, soene se op 'e Magnabend-spiraal komme en as se koarter wiene, dan soe d'r ûnfoldwaande threadlingte wêze, wat betsjuttet dat de triedden kinne strippe as de skroeven waarden torqued nei har oanrikkemandearre spanning (39 Nm).
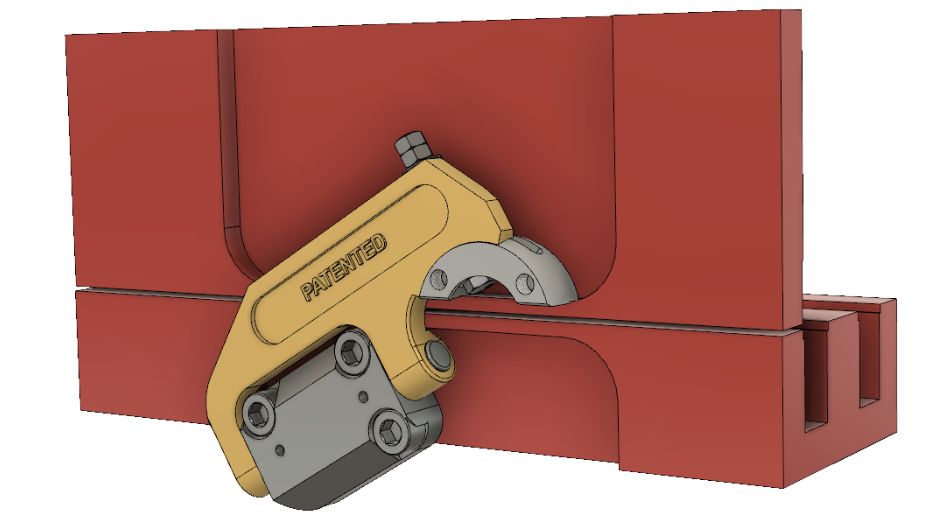
Montageblok foar M10 Bolts:
Wy diene wat testen wêr't de gatten foar montageblok waarden fergrutte om M10-bolten te akseptearjen.Dizze gruttere bouten kinne wurde torqued nei in hegere spanning (77 Nm) en dit, kombinearre mei it brûken fan Loctite #680 ûnder it mounting blok, resultearre yn mear as genôch wriuwing om foar te kommen slipping fan it mounting blok foar in standert Magnabend masine (beoardiele te bûgen oant 1,6 mm stiel).
Dit ûntwerp hat lykwols wat ferfining en mear testen nedich.
It diagram hjirûnder toant it skarnier monteard oan it magneetlichem mei 3 x M10-bouten:
As in fabrikant mear details wol oer in folslein opboud skarnier, nim dan kontakt mei my op.
Post tiid: okt-12-2022